活用例
非接触測定システム活用事例 -株式会社ワイテック様
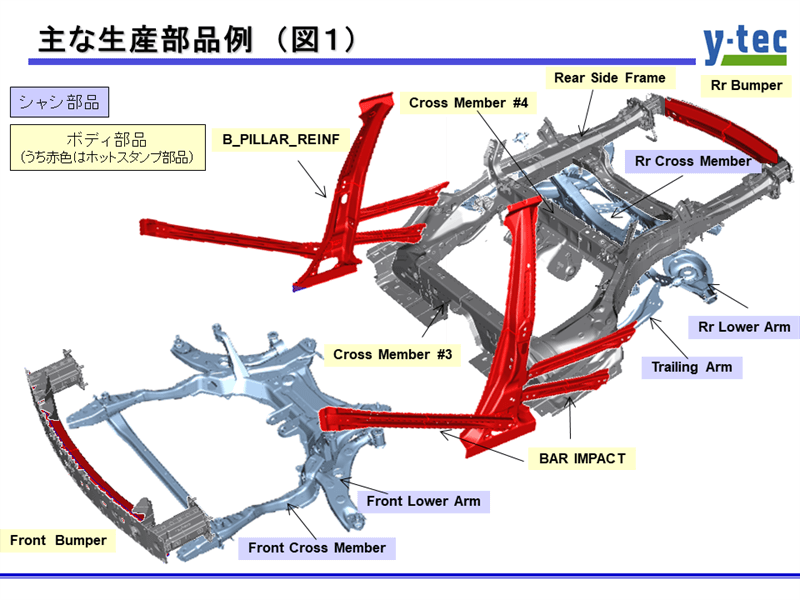
株式会社ワイテック様は1960年2月に設立、従業員数約1400名で、広島県安芸郡海田町に本社があります。事業内容は自動車車体部品の製造と、プレス金型の設計製作、組立治具の設計製作です。主な生産部品はリアサイドフレーム部品や前後のクロスメンバー、アーム・リンク類と、ホットスタンプのBピラーやバンパー、インパクトバーなどです。(図1) 生産工場は広島に3拠点、山口に3拠点、島根に1拠点、海外では中国に2拠点、他にメキシコ、マレーシア、インドに拠点があります。
測定システムの導入目的
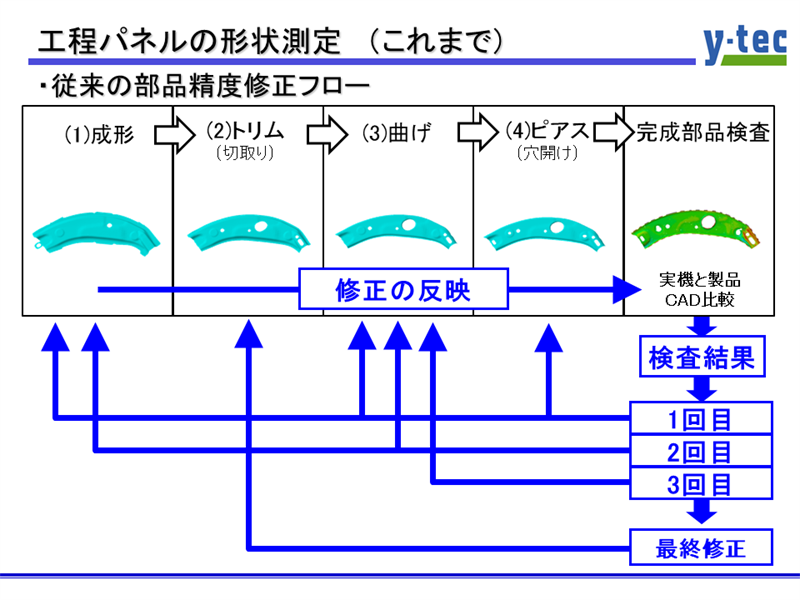
プレス金型の製作段階からスムーズに量産へ移行するためには、金型品質の育成を短時間で行うことが重要です。そのためには修正を的確に行い、回数を少なくする必要があります。しかし自動車部品へのハイテン材*1採用が進んでからはスプリングバック量が大きくなり、精度修正量も大きくなるため、狙いの面精度にするまでの修正回数も増える傾向にあります。的確な修正箇所、修正量を検討するために、ワイテックでは2005年にレーザー式の有接触・非接触3次元測定機ベクトロンとspGaugeを導入して手戻り修正の削減に活用してきました。そして2013年には形状リバース用にspScanを導入、2015年からは測定精度向上・測定の効率化のためにカメラ式の非接触3次元測定機COMETを導 入しました。
部品精度対策の適正化
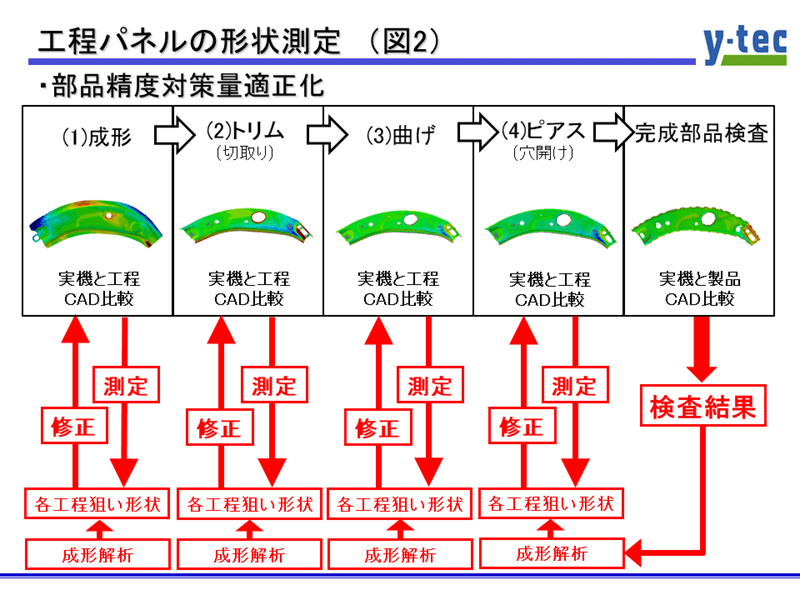
COMETの導入後、ハイテン化によって増える精度修正回数を削減するために、プレス成形の各工程の工程パネルの形状測定を始めました。各工程パネルの測定結果と狙い値(見込み量)との間の精度誤差が明確になるため、どの工程でどれくらい精度変化を起こしているのか一目で分かるようになりました。(図2) COMETでの測定は、検査治具を使わないのでクランプによる矯正(変形)が無く、素のままの精度誤差を把握することができます。基準面、基準穴の精度が出ていない初品パネルを測定できるCOMETと、柔軟で多彩な位置合わせや評価ができるspGaugeの組み合わせは非常に有益 であると感じています。
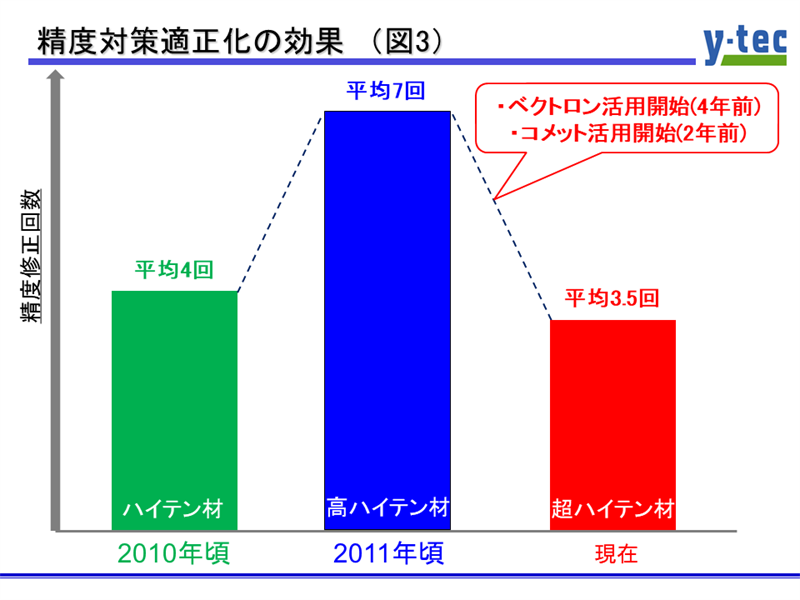
この各工程パネルの測定結果(範囲と大きさ)を元に、工程ごとに成形解析で狙い値を予測・検証して修正することで、精度修正回数は成り行きの増加よりも削減させることができました。高ハイテン化が始まった頃は平均7回程度の精度修正を行っていましたが、現在はさらに超ハイテン材(引張り強度:1000MPa以上)の採用が進んでいるにもかかわらず平均3.5回に収まっています。(図3) また工程ごと、精度修正ごとにパネル精度を測定しているので、成形解析結果との比較を詳細にすることができ、整合性の確認に役立っています。
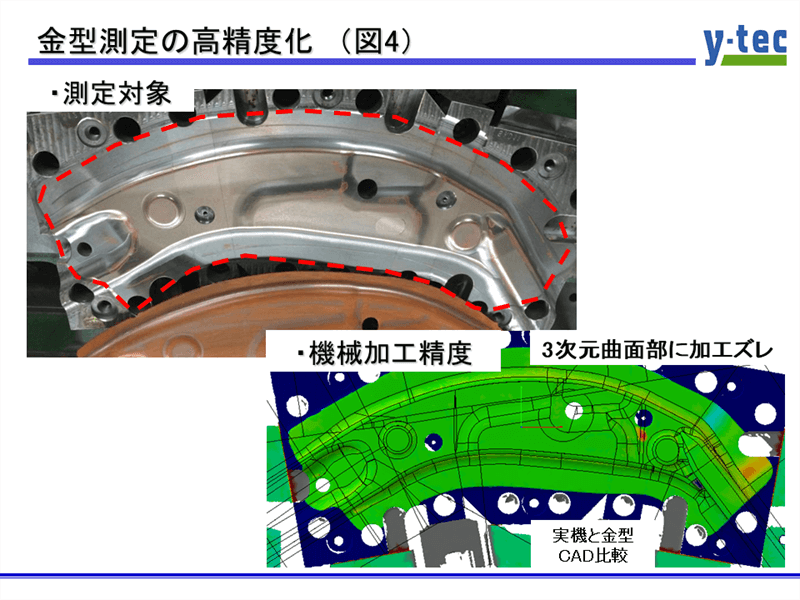
金型測定の高精度化
3次元測定機の高精度化により、金型測定の精度も向上してきました。ワイテックでもCOMETによる金型形状測定で、機械加工後の面精度誤差が正確に把握できるようになり、ダイフェース(金型形状面)上の加工ずれや、工具の削り残し、組み付け時のずれなどが早期発見できるようになりました。(図4) これによって金型の精度不良も早い段階から対策を打つことができるように改善しています。また機械加工後の手修正が入った場合には、修正後の測定結果を元にspScanを使って最終データを残す取り組みを順次行っています。
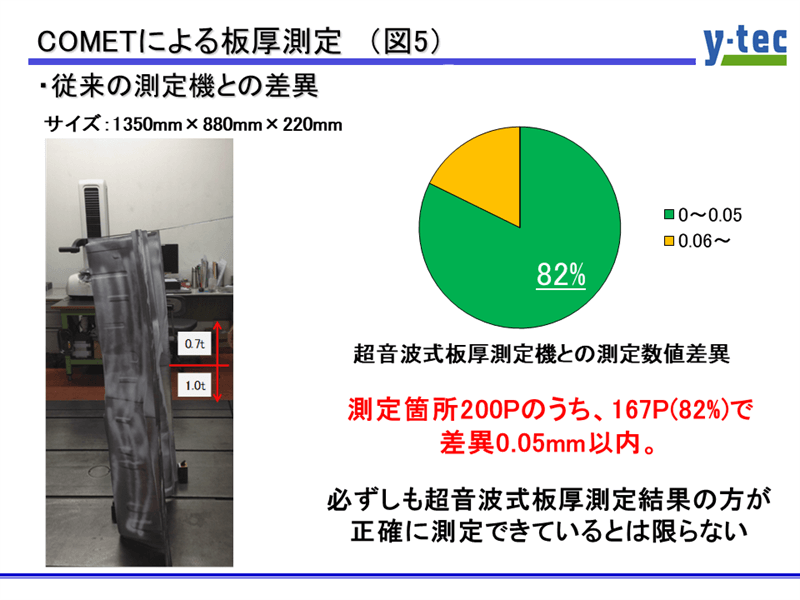
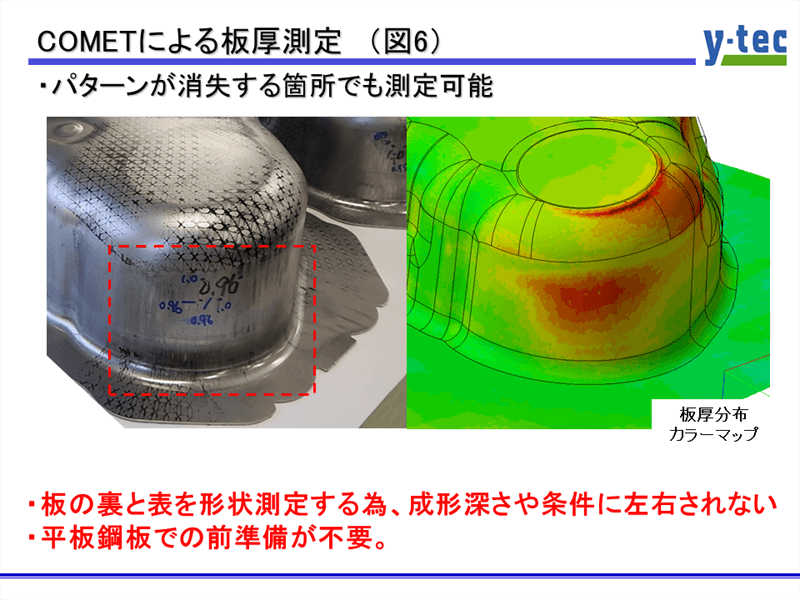
板厚測定
3次元測定機を使った板厚測定は、これまで板厚に対する測定精度の影響が大きすぎて信用されていませんでした。しかし3次元測定機の高精度化によって、板厚測定結果も信用に値する結果となってきました。測定ポイント200箇所のうち167箇所(82%)で超音波式の測定結果との差異が0.05mm以内に入っています。(図5) 残りの18%のポイントに関しても、超音波式は測定誤差が大きいのではないかと考えています。また測定が難しい板縁やドットパターンが消失してしまうほど接触が多い成形箇所の板厚測定も可能です。(図6) 測定精度の細かさ(最小0.2mmピッチ)によって測定点数も大幅に増えて、局所くびれも再現できています。測定時間も従来の超音波式板厚測定機やキャリパーと比較すると大幅に短縮しています(測定工数で約8割低減)。またドットパターン転写式のひずみ測定機から算出する板厚測定結果と比較すると、成形前のパターン印字などの事前準備が不要であり、破断を起こした部品や量産に使う製品をそのまま測定できるメリットがあります。この板厚測定結果はspGauge 2017.1から追加された板厚評価コマンド、もしくは昨年末から発売されているT-Promotionというソフトで簡単にコンター表示できるようになっています。
今後の展望
自動車部品へのハイテン材採用が進んでいく中で品質を維持していくためには、測定技術の強化は不可欠です。弊社でも強化のために測定する人材の育成や測定設備の増設などに取り組む予定です。これまでにも測定できる人材を増やそうと何度か教育を試みましたが、測定業務は負荷の山谷が大きいため、他の業務と掛け持ちを行うとそのまま使わなくなってしまうケースが何度も起きていて、上手く人材育成が出来ていません。また測定の段取りから、実際の測定業務、測定データの解析(spGauge)やリバース作業(spScan)と一人でこなしているため、習得するボリュームが大きいことも問題です。今後は組織編成と業務コントロールを行って、継続的に使える人間を増やしていきたいと考えています。
spGauge、spScanに対する要望
アルモニコス様の問い合わせに対する回答の早さは、いつも早くて感心しています。また今回の板厚評価コマンドのように、何気に言ったリクエストがあっという間にコマンドとして実装されるなど、その開発スピードの速さに驚かされてしまいます。 spGaugeに関しては、ベクトロンからCOMETに代わってデータ量が大きく増加したにも関わらず、あまり遅延することもなく助かっています。新しいバージョンではさらに処理スピードを高速化するとのことなので期待しています。spScanに関しては、機能的にかなり増えてきて使いやすくなっていますが、まだリバース作業としては時間がかかり過ぎていると感じています。自動作成してそのまま使える面をもっと増やして、効率化できるようにして欲しいと思います。
以上、ワイテック様よりご紹介いただきました。株式会社ワイテック様とは、2005年のspGauge導入以前からプレス金型の早期品質育成のためのご要望や、様々な情報交換をさせていただき、アルモニコス製品の育成をご支援いただきました。今後もワイテック様の業務に微力ながら協力させていただきます。また、「ほかのユーザー様における非接触測定データの活用事例を聞かせて頂き、情報交換ができる場を増やしてほしい」とのご要望も頂戴しました。ぜひ実現させていただきたく思いますので、ご興味を持たれたお客様はお気軽にお問い合わせください。ワイテック様、この度はご多用中にもかかわらずご寄稿いただき、本当にありがとうございました。
株式会社ワイテック
〒736-0003
広島県安芸郡海田町曽田3-74
Webサイト:http://www.ytec-gr.co.jp/
tag : ユーザー事例