活用例
多数個取り金型の修正時間を短縮したい(樹脂メーカー)
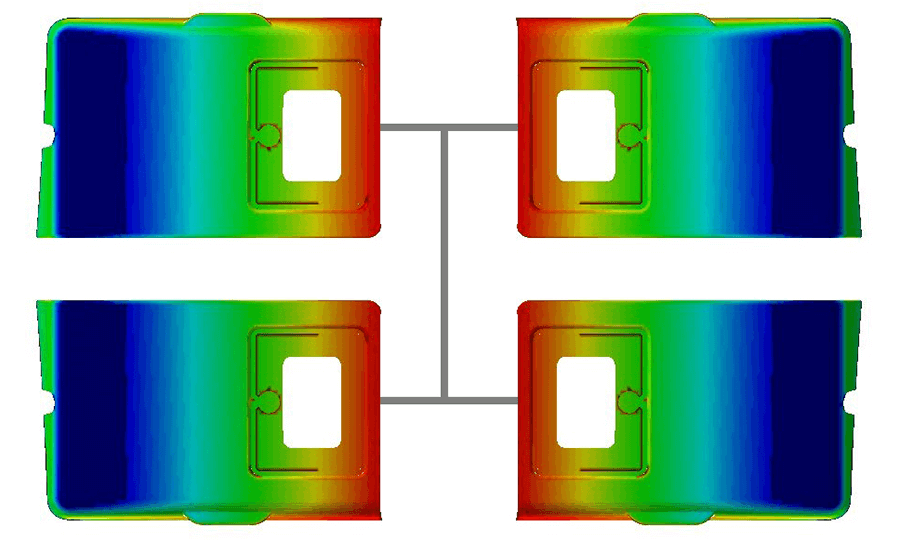
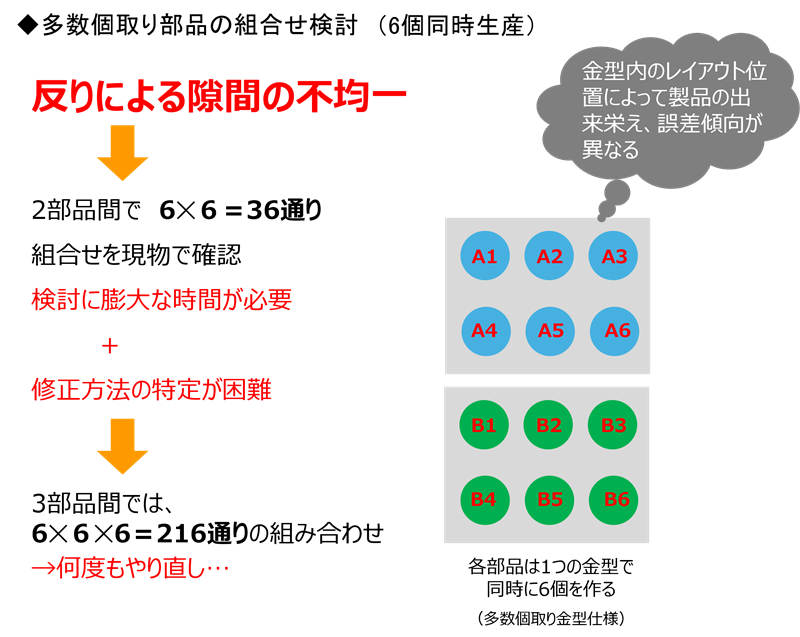
樹脂製品の射出成形において、成形時に発生する「反り」は避けることができない課題です。特に多数個取り金型を用いる場合、同じ加工データ(CAM)であっても、ゲート位置や冷却経路のわずかな差異が各成形品に影響を与え、個体ごとに異なる「反り」が発生します。
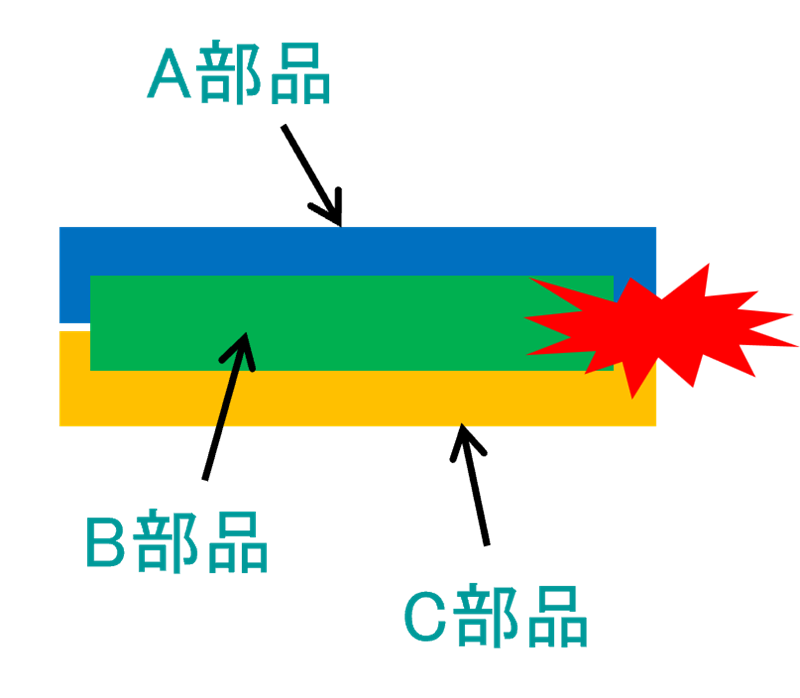
こうしたばらつきは、部品組み付け時に隙間の不均一や干渉といった問題を引き起こします。
この問題に対し、従来は「実物でのトライ&エラー」に頼らざるを得ず、金型修正の方向性を決めるまでに膨大な時間とコストを要していました。
金型の修正を闇雲に進めるのではなく、「隙間や干渉を抑えつつ、金型修正を最小限に留められる部品の組み合わせ」をいかに素早く特定するかが、工数短縮において重要なポイントとなります。
従来の手法における2つの課題
①現物合わせによる検証の工数増大
成形した部品を実際に合わせて最適な組み合わせを見つけていたため、パターンの検討に膨大な工数を費やしていました。
②金型修正方針の決定が困難
組み合わせパターンごとに修正が必要な箇所や量も変化するため、全ての組み合わせを考慮した的確な修正方針を導き出すのは非常に困難でした。
非接触データの活用でリードタイムを大幅短縮
「spGauge」を活用することで、前述した課題を次のように解決し、金型修正までのプロセスを効率化します。
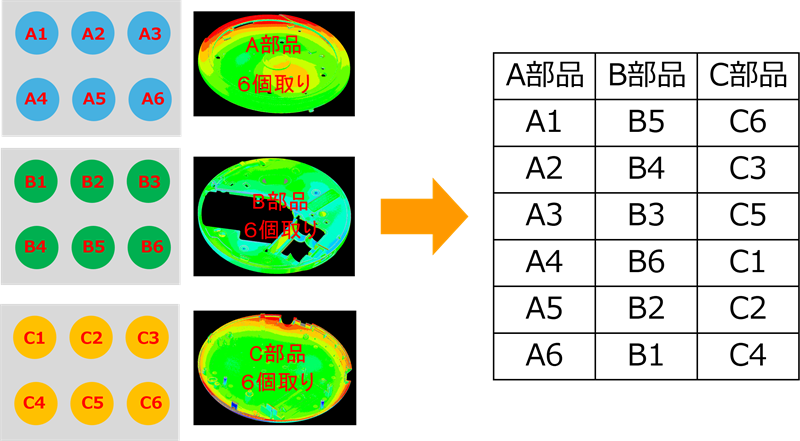
①形状データに基づく「最適な組み合わせ」の特定
spGaugeを用いて各部品の非接触データの「反りの傾向」を可視化し、干渉リスクを最小化できる組み合わせを選定。検討作業の工数を大幅に削減します。
②根拠に基づく「金型修正方針」の最適化
反りの傾向ごとにグループ分けを行い、ポイントを絞って現物確認を行うことで「どの金型をどれだけ修正すべきか」という修正方針が明確になります。
- 反りの傾向別にグループ分け→現物確認
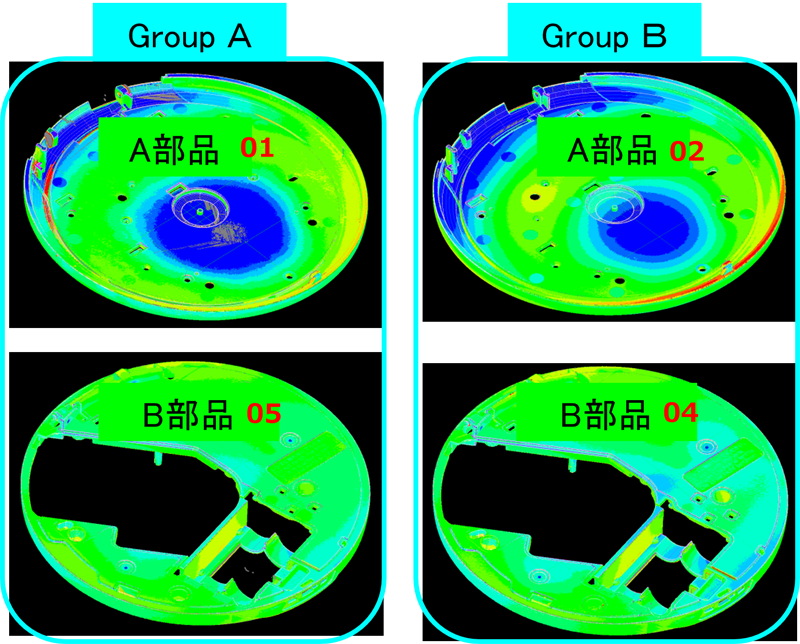
- 修正方法を特定し、各型番ごとに修正量を指示
この仕組みにより、「一度で修正量の最適化」を実現し、効率的な金型修正を可能にします。
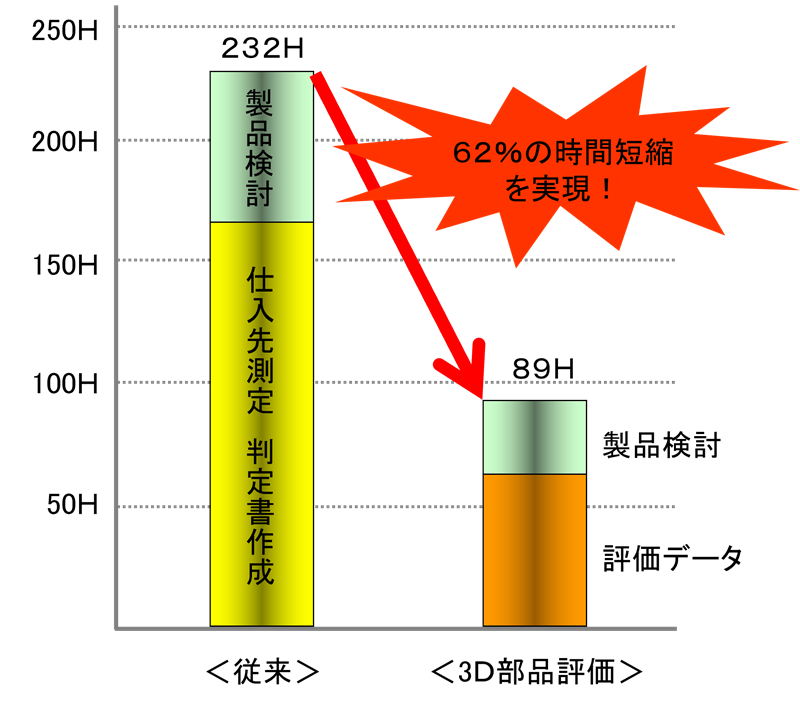
spGaugeを活用することで、金型修正までの時間を62%削減することができました。
また、spGaugeには、前述した組み合わせの最適化だけでなく、製品の組み立て状態を詳細に評価する「組付け評価機能」も搭載されています。この機能は、複数の部品を組付けた状態(ASSY)を測定し、発生している誤差の原因が「部品自体の変形」によるものなのか、それとも「位置ズレ」によるものなのかを切り分けて分析することが可能です。
こちらもぜひご覧ください。

